
The Future of Industrial Flooring: Trends and Innovations
December 10, 2024
Insights on Science Behind Epoxy Flooring & Its Benefits of Installing
January 6, 2025
Find Industry-Specific Flooring Solutions in Michigan
The right flooring solution is essential for facility safety and efficiency across diverse industries. As leaders in the industry, MSC Floors offers tailored industry-specific flooring solutions to meet the diverse needs of sections throughout Michigan, Indiana, and Ohio. With over 20 years of experience, we bring precision and expertise to every project, ensuring the highest quality standards with each installation. Our customized flooring systems enhance the facilities’ functionality and align with specific operations requirements. Every project is executed seamlessly, prioritizing the unique demands of industries while ensuring top-tier safety and performance.
The Importance of Industry-Specific Flooring
Every industry demands tailored flooring solutions to address unique environmental challenges. Sectors such as manufacturing, food and beverage, and pharmaceuticals require flooring systems that meet their specific needs. Each industry operates under distinct conditions that affect flooring requirements, from high chemical exposure in factories to stringent sanitation standards in food processing plants. We provide appropriate floor systems to ensure operational efficiency, safety, and regulatory compliance while minimizing costly downtime. Below are some bullet points that outline the crucial aspects that influence flooring choices in various industries, including:
- Safety—Flooring systems must provide adequate slip resistance to prevent accidents. Textured surfaces enhance traction in industries with high foot traffic, ensuring employee protection and workplace safety. This factor is paramount in reducing workplace hazards.
- Hygiene—Certain sectors, like food production, demand non-porous flooring surfaces to maintain cleanliness. These surfaces resist bacterial growth and contamination, supporting sanitary conditions and adherence to rigorous health regulations crucial to maintaining product integrity.
- Durability – Industrial flooring should withstand heavy machinery, impacts, and frequent use. Durable flooring materials extend the lifespan of installations, minimizing the need for regular repairs. This ensures continuous operations and reduces maintenance expenses.
- Compliance—Flooring solutions must meet industry-specific regulations to maintain legal and safety standards. Compliance with guidelines from bodies like OSHA and the EPA protects businesses and their workforce, securing operational legitimacy and peace of mind.
What Should Be Considered When Choosing a Flooring System?
Selecting the right flooring system involves several key factors and considerations. Assess the specific needs of your environment, including resistance to chemicals, abrasion, and impact. Consider the load the floor will bear and the type of traffic it will endure. Evaluate the sanitation requirements pertinent to your industry, especially if hygiene standards are crucial. Be mindful of installation time and how it aligns with your operational schedule. Performance is paramount, ensuring longevity and safety. If unsure, collaborate with experts who understand these dynamics, ensuring the choice system supports your facility’s demands and contributes to an efficient working environment.
Discover Industry-Specific Flooring Systems
Each industry presents unique flooring requirements that demand specialized solutions to ensure safety, functionality, and compliance. Different sectors, from manufacturing to pharmaceuticals, require flooring that supports seamless operations and enhances the environment’s safety and efficiency. Here is a look at a detailed exploration of flooring demands across various industries, highlighting the critical factors our team addresses in our customized solutions:

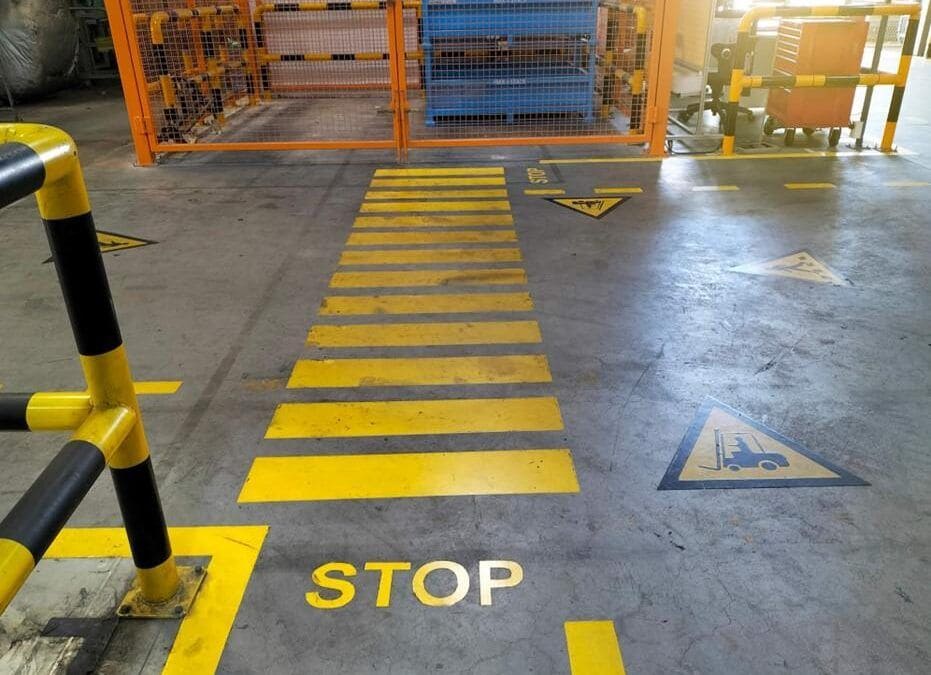
- Manufacturing Facilities—Floors in these settings demand exceptional durability to support heavy machinery and constant wear and tear. The surface must alsoprovide slip resistance to ensure worker safety and operational efficiency.
- Food and Beverage Facilities – Hygiene is paramount here, necessitating non-porous, easy-to-clean surfaces resistant to spills and thermal shock. Floors should comply with health regulations, fostering a safe environment for food processing.
- Pharmaceutical Environments—These demand seamless, non-porous flooring to avoid microbial growth and ensure sterility. Floors must withstand frequent cleaning with harsh chemicals while maintaining a sterile environment.
- Aviation & Transportation Facilities—Flooring must endure heavy foot traffic and environmental fluctuations. Safety protocols necessitate adurable, slip-resistant surface to accommodate human and vehicle movement.
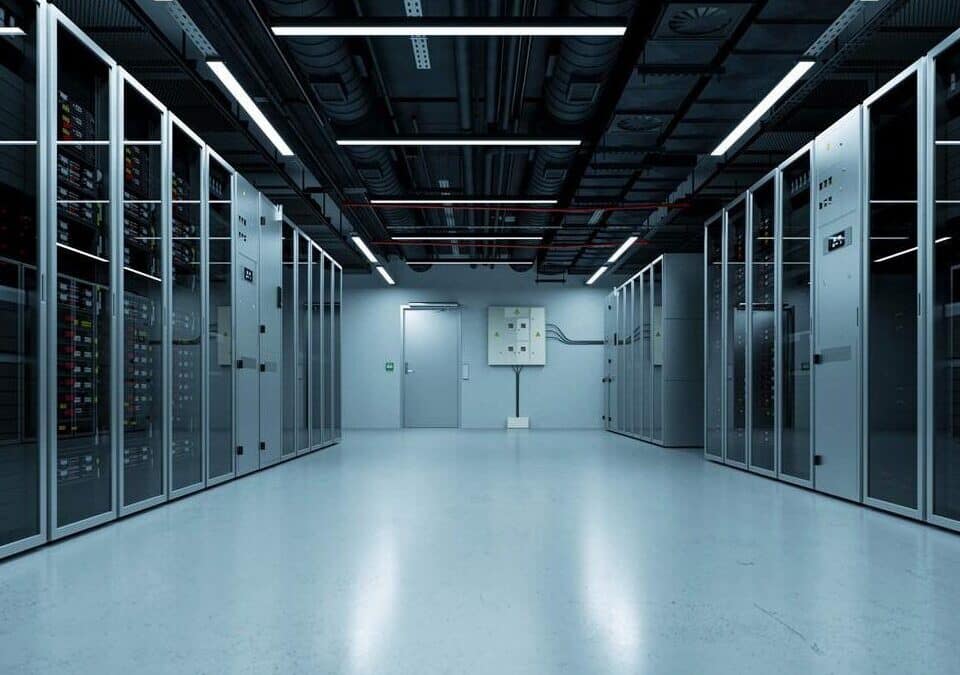
- High-Tech Industry—Specialized coatings are required to protect against static electricity and ensure a dust-free, stable environment. Precision in installation is crucial to safeguarding sensitive operations.
- Education Facilities—The Floors here must handle daily high-volume use while being easy to maintain. Durable surfaces support the dynamic nature of educational settings, ensuring safety and efficiency.
- Government Facilities – These need sustainable flooring solutions that comply with regulations. Durability and aesthetic appeal are crucial, supporting function and performance in diverse environments.
A Closer Look at Manufacturing Flooring Needs
Manufacturing environments face distinct challenges requiring specialized flooring solutions. Heavy machinery, chemical spillage, and constant foot and vehicle traffic demand floors that endure substantial wear and tear. Our team provides customized solutions for manufacturing flooring needs, creating highly durable surfaces that are impact-resistant and capable of withstanding harsh conditions. We employ top-tier materials to meet these requirements, ensuring longevity and safety in your facility. The following bullets highlight the benefits of specific materials used in manufacturing flooring:
- Epoxy Resins – Epoxy resins deliver exceptional durability and chemical resistance, vital for protecting floors in industrial settings. Their seamless finish reduces contamination risks and simplifies maintenance.
- Polyurethane Coatings – These coatings provide superior abrasion resistance, which is crucial for areas with heavy equipment use. They also offer flexibility, allowing them to absorb impacts and vibration.
- Concrete Modifiers – Modifiers enhance the strength and lifespan of existing concrete floors. They improve wear resistance, reduce dust, and minimize repair needs.
- Anti-Slip Additives – Adding anti-slip properties ensures safety in environments where spills are common. This prevents accidents, making the workspace safer for employees.
Explore Our Pharmaceutical Flooring Solutions
Pharmaceutical industries operate under strict health and safety regulations requiring specialized flooring solutions. We excel in providing flooring systems that cater to these specific demands. Our seamless, anti-microbial pharmaceutical flooring solutions are designed to maintain strict hygiene standards. These solutions ensure compliance with chemical resistance requirements, which is crucial for maintaining a sterile environment. With meticulous project management and attention to detail, our team delivers flooring systems that uphold the highest safety standards, reinforcing our commitment to supporting this critical sector. Here is a look at some of the specific flooring demands of the pharmaceutical industry:
- Sterile Environment Maintenance – Flooring in the pharmaceutical industry must contribute to a sterile environment, as this is crucial for product integrity. We provide seamless, non-porous surfaces that prevent microbial growth. These systems are designed to withstand rigorous cleaning protocols without degrading.
- Chemical Resistance – Pharmaceutical floors must resist various chemicals used in the industry. Our solutions utilize materials engineered to resist corrosion and chemical damage. This enhances the longevity and reliability of the flooring, protecting the facility against potential harm.
- Durability and Safety—High durability and slip resistance are essential for maintaining safety in pharmaceutical settings. We employ advanced materials known for their resistance against wear and foot traffic. This commitment ensures that the flooring meets the industry’s stringent demands without an issue.
Critical Needs in Food and Beverage Flooring
Food and beverage facilities demand high sanitation and hygiene standards. Our team specializes in providing slip-resistant surfaces to prevent accidents in wet environments. Utilizing cutting-edge materials like epoxy and polyurethane coatings, we ensure that surfaces are easy to clean and sanitize, minimizing contamination risks. Our advanced technologies create seamless flooring systems that inhibit bacterial growth and meet stringent industry regulations. With a focus on safety and cleanliness, we deliver durable food and beverage flooring solutions tailored to the industry, offering peace of mind that hygiene and safety are consistently prioritized.
The MSC Floors Difference
Our systematic approach involves a comprehensive four-step process: consultation, design, implementation, and maintenance. This process highlights a steadfast commitment to quality, safety, and customer satisfaction. Each project is handled with precision, leveraging innovative technologies and cutting-edge materials. By adhering to the highest industry standards, MSC Floors ensures that each floor system meets and exceeds client expectations. Our approach is straightforward and client-centric, ensuring seamless execution and exceptional results. Here’s how MSC Floors navigates our process with expertise:
- Consultation—Our specialists begin by discussing your needs and gathering detailed information about your environment. We aim to fully understand your requirements so that we can offer the most suitable flooring system.
- Design—The design phase involves crafting a floor plan that integrates functionality and aesthetics. We use advanced software to visualize your space and ensure the design aligns with your vision.
- Implementation – Once the design is approved, our skilled team promptly begins the installation process. We utilize state-of-the-art equipment to ensure precision and efficiency at every stage.
- Maintenance—After installation, we provide comprehensive maintenance services to prolong the life of your floor. Regular maintenance helps retain the appearance and performance characterized by our quality.
Partner With MSC Floors Today
MSC Floors stands ready to transform your facilities with unrivaled expertise. Our dedication and thorough understanding of each sector’s unique requirements make us a reliable partner for all industry-specific flooring needs. Our tailored solutions, from manufacturing to pharmaceuticals, elevate safety, durability, and cleanliness on every scale. Count on our experienced team to deliver excellence on time and within budget. Connect with MSC Floors today to discuss how we can enhance your spaces to meet the demands of your industry.

{kind=link}