
The Critical Role of Floor Coatings in Chemical Containment
November 18, 2024
The Future of Industrial Flooring: Trends and Innovations
December 10, 2024
What to Know About Food Processing Flooring in Michigan
Food processing facilities comprise vast, complex systems and designs. This includes their flooring. Since these plants are held to high health, safety, and production standards, it’s crucial to consider the surfaces that employees and equipment operate on daily. Michigan Specialty Coatings has put together the essential guide to food processing flooring. We’re based in Eastern and Western Michigan and communities in Ohio and Indiana. Our team is here to help your plant meet its high standards and regulatory requirements, ensuring a safe and efficient workplace. Here’s what you need to know about plant flooring and how it can benefit your facility.
The Importance of Food Production Flooring
Choosing the right type of flooring is essential to maintaining safe and sanitary conditions within your food processing facility. Proper industrial floors help reduce contamination, bacterial growth, and other threats to food. Surfaces like epoxy and urethane coats are smooth, enabling a quick cleanup after liquid and contaminant spills. They enable employees to walk safely on flooring, and they reduce and prevent slipping and falling. When choosing your flooring, we recommend heavily considering options for FDA and OSHA floor striping requirements and standards. Considering these guidelines will ensure that your surfaces remain compliant, so you’re not at risk of violating them.
FDA Flooring Guidelines and Regulations
Food and beverage flooring must adhere to strict FDA guidelines and regulations. They are intended to protect the food being processed and employees. Having floors that follow these regulations will also protect your facility from falling out of compliance and receiving citations, saving you time, money, and possibly your reputation. Some of the broad FDA requirements for industrial floors include, but are not limited to, the following:
- Reducing the risks posed by chemicals in cleaning supplies.
- Preventing bacterial growth from occurring and spreading.
- Ensuring the floor can withstand heavy-duty cleaning and sanitation.
- Applying protective surfaces that prevent slipping and falling.
Types of Floors for Food Processing Facilities
If you want industrial flooring that meets the requirements set by the FDA, you have many options from which to choose. The following types are all FDA-approved:
- Epoxy: Food-grade epoxy floor coating is among the most popular choices for facilities because it is versatile and easy to maintain. Exceptionally durable, epoxy can withstand harsh impacts, foot traffic, and chemical and acid spills. It also cures quickly, reducing application and installation times and enabling facilities to return to work faster.
- Urethane: Though urethane is usually more expensive than epoxy, it pays off in the long run. It is made with additives that provide more thermal resistance, so it can adapt to changing temperatures. This unique feature is especially beneficial to facilities that process meat and poultry.
- Methyl Methacrylate (MMA) Coatings: MMA Coatings are ideal for low-temperature settings. They stay flexible and resistant to freezing conditions and absorb thermal contraction and expansion when temperatures fluctuate. Because of their cold-temperature resistance, they are often applied to freezer rooms and cold storage spaces.
- Polyurea: This type of coating is perfect for environments that experience heavy impacts. Its wear and tear resistance meets both FDA and USDA standards. And, it meets the UL ANSI-NSF 61 standard, which establishes requirements for floor coatings that may come into contact with drinking water.
The Benefits of Food Processing Flooring
Your flooring can go beyond meeting FDA, USDA, and OSHA requirements. Here are its other advantages:
- Cost-Savings: The upfront costs of food processing coating are worth its long-term financial benefits. If your floor is durable and resistant to damage, you’ll save on costly repairs and replacements.
- Optimal Workflows: Quality flooring allows employees to navigate and perform their daily tasks without interruption or delay. It’s easy to clean and requires little maintenance, minimizing operational downtime.
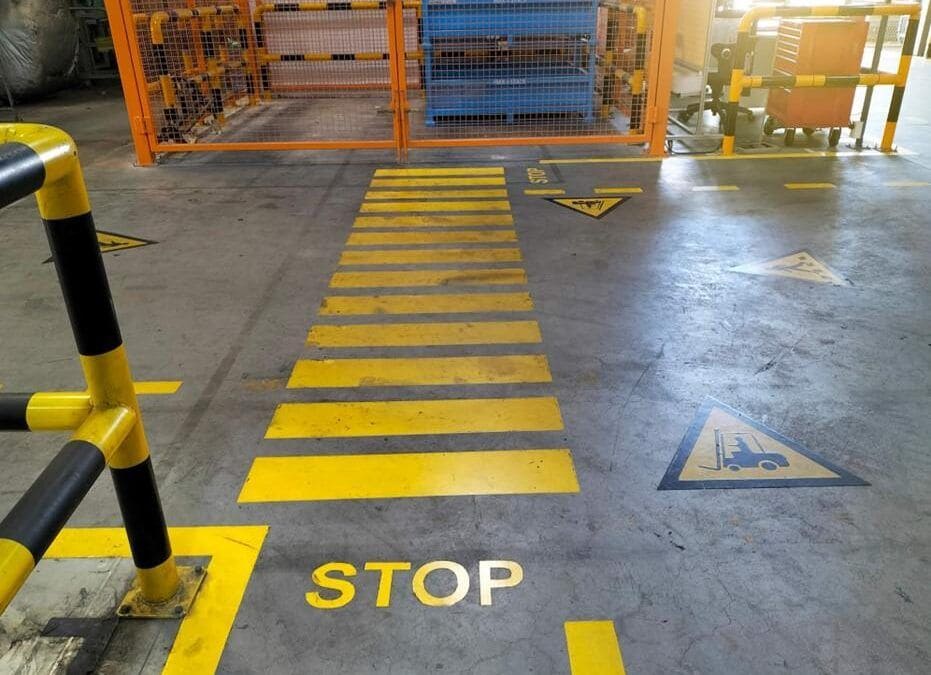
- Customized to Facilities: Specially coated floors can be tailored to your facility’s unique design and style. Mark your flooring with directions and signage, or choose decorative flooring to display your distinct brand elements.
Choose Our Food Processing and Production Pros
You’ll help your facility remain compliant and operate more efficiently with FDA-approved flooring. As the premier industrial flooring and coating company in Michigan, we’ll provide you with the cutting-edge solutions you need to thrive. We also service Ohio and Indiana. Our talented team of project managers will provide customized flooring solutions and partner with you at each step, ensuring your installation meets your exact requirements and specifications. Contact us to inquire more about our services, and we will provide you with the information you need to get started on your new and improved industrial flooring.

{kind=link}